产品中心
联系方式
联系人:陈先生
手 机:18626363628
电 话:0510-88998399
传 真:0510-88998399
地 址:江苏无锡新吴区锡鸿路26号
网 址:
邮 箱:https://www.kaixiwx.com
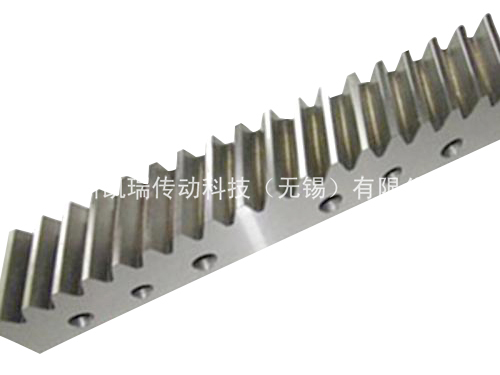
铣削斜齿条的方法
铣削斜齿条时,为保证螺旋角β,工件有哪些装夹方法?各用于什么场合?装夹方法在铣削时移距尺寸有可不同?
第一种方法是将齿条倾斜装夹。这种方法装夹后,齿条基准侧面与工作台的移距方向成一夹角,夹角大小为工件螺旋角β。工作台每次移距应等于斜齿条的法向齿距pn。这种方法仅适用于铣削螺旋角较小的斜齿条。
第二种方法是将齿条基准侧面装夹成与工作台移动方向平行,然后扳转工作台,使工作台带动工件一起转过一个螺旋角。这种转动工作台法铣削斜齿条时,每次移距应等于斜齿条的端面齿距pt,适用于在铣床上铣削较长的斜齿条。
第一种方法是将齿条倾斜装夹。这种方法装夹后,齿条基准侧面与工作台的移距方向成一夹角,夹角大小为工件螺旋角β。工作台每次移距应等于斜齿条的法向齿距pn。这种方法仅适用于铣削螺旋角较小的斜齿条。
第二种方法是将齿条基准侧面装夹成与工作台移动方向平行,然后扳转工作台,使工作台带动工件一起转过一个螺旋角。这种转动工作台法铣削斜齿条时,每次移距应等于斜齿条的端面齿距pt,适用于在铣床上铣削较长的斜齿条。
- 上一篇:多规格研磨齿条
- 下一篇:齿条厂家的加工精度分析
相关新闻

 电 话:0510-88998399
电 话:0510-88998399 传 真:0510-88998399
传 真:0510-88998399 地 址:江苏省无锡市新吴区锡鸿路26号
地 址:江苏省无锡市新吴区锡鸿路26号 网 址:
网 址:  邮 箱:https://www.kaixiwx.com
邮 箱:https://www.kaixiwx.com  销售服务热线
销售服务热线
 苏公网安备 32021402002157号
苏公网安备 32021402002157号